|
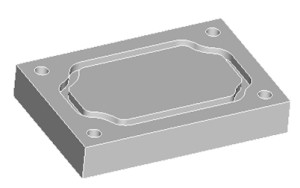
The concept of a machining feature is a simple. If you subtract the design model from the workpiece model, the difference is the total volume of material that must be machined away. But that volume in and of itself is very unwieldy. In all but simple cases, any attempt to machine that volume directly will result in disorder.
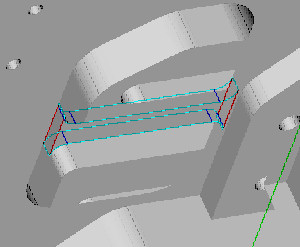
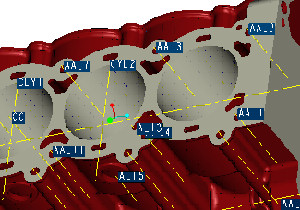
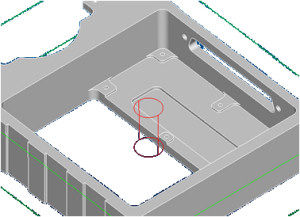
Machining features provide the NC programmer an easy, efficient, intuitive method of breaking down the volume into smaller, more manageable volumes that have machining relevance.
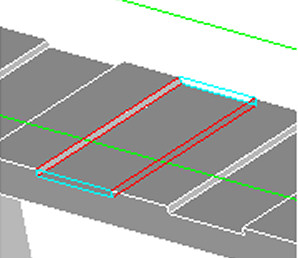
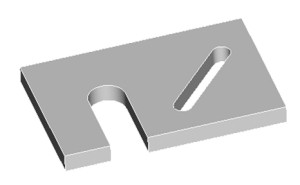
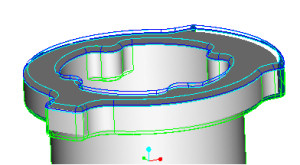
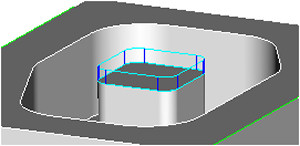
By defining features such as faces, pocket, slots, channels,etc...the NC programmer re-classifies the material into smaller volumes.Since these features are all based on shop-floor machining methodologies, they are very recognizable and therefore more easily and efficiently machined.
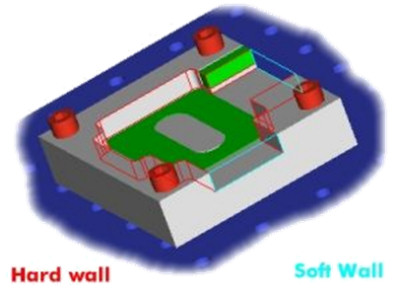
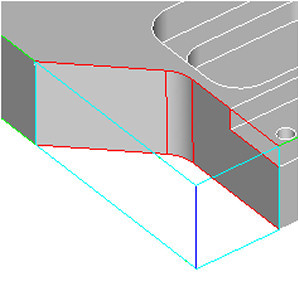
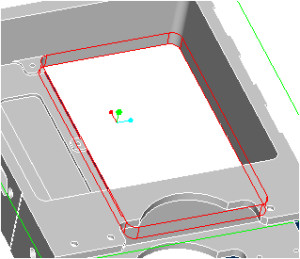
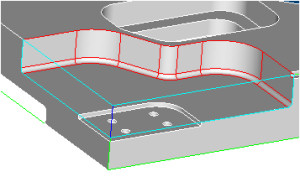
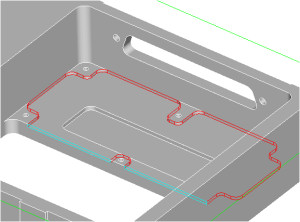
There are 18 features, each with its own unique characteristic and purpose based on a combination of hard walls, soft walls and floor parts. | 











 Printable view
Printable view